

联系人:王经理
手机:18537181588
电话:0371-56639101
传真:0371-86068278
地址:郑州高新技术产业开发区西四环路228号第11幢10层15号房1002室
技术支持
0引言
国内粮食包装企业大多采用人工加简易包装机进行粗放式半自动阀口包装,包装时灰尘飞扬、污染较严重,且用工较多、劳动强度较大。因此,全自动粮食包装设备不仅可以减少粮食包装环节对环境的污染,防止工人尘肺病的发生,有效替代人工在恶劣环境下的工作,减少用工量,降低劳动强度,还能够带动传统包装机行业产业升级,提高粮食包装厂家的生产效率。为此,以PLC为主控制器,设计了一套全自动粮食精密包装机电气控制系统,能够保证系统的稳定性及有效减少粮食的包装误差。
1精密包装机的工作原理
1.1包装计量设备的选择
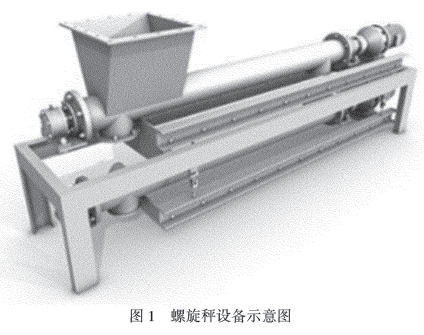
目前,市场上常用的包装计量设备有定量给料机、转子秤和螺旋秤3种。其中,螺旋秤是指称重给料机对粉状、散粒状进行连续输送、动态计量及控制给料的生产计量设备。螺旋秤设备如图1所示。螺旋秤工作原理为:通过对绞刀转动速度和圈数的控制,确定排出的物料体积,同时称重传感器对已包装入袋的物料质量进行实时检测;然后,将质量信号和和绞刀速度数据一起送入PLC控制器;后,控制系统将实际流量信号和预设值进行对比,并通过PID控制器驱动变频器,动态调节喂料绞刀的速度,从而实现定量给料。根据全自动粮食精密包装机生产线配重系统的要求,本文选用螺旋秤作为系统送料计量设备。
1.2包装计量装置的整体结构
包装计量装置主要包括原料仓、伺服电机、螺旋送料机、秤台和PLC控制系统等部件,如图2所示。
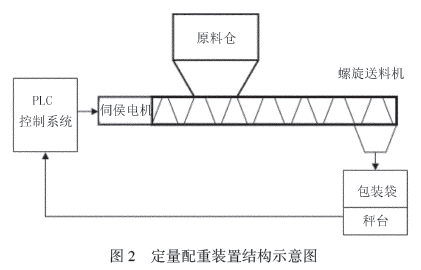
定量配重装置各零部件的功能描述如下:
1)原料仓:待包装粮食进入口;
2)伺服电机:驱动螺旋送料机正常运转;
3)螺旋送料机:将粮食从原料仓输送到包装袋;
4)秤台:将包装袋里面的粮食质量实时发送给嵌入式控制系统;
5)PLC控制系统:根据秤台实时发送回来的粮食质量信号,给伺服电机发送电机转速信号,从而实现螺旋送料机加料量的智能控制。
1.3包装计量装置的工作原理
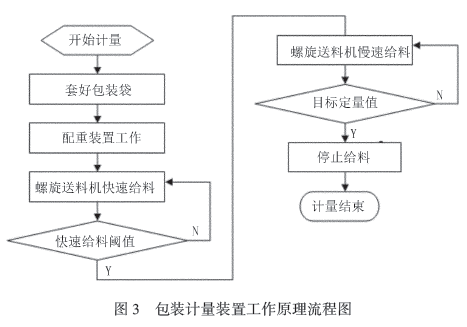
包装计量装置的整个工程流程由PLC控制器控制,自动完成粮食的计量和包装。整个工作流程为:系统开始正常工作后,由上级供料系统向原料仓供料;PLC控制器根据预先设计的包装袋质量、目标定量值和快慢给料阈值信息,驱动伺服电机控制螺旋送料机开始进行快速给料操作;秤台获取包装袋已装物料的模拟质量信息,经过滤波、放大、A/D转换等操作,发送至PLC控制器,由其判断是否已经达到预先设定的快速给料阈值;若达到快速给料阈值,则螺旋送料机开始进行慢速给料操作,当达到预先设定的目标定量值后,停止给料;该包装过程结束,开启下一包装过程。包装计量装置的工作流程如图3所示。
1.4包装计量装置机械部分的设计
包装计量装置机械结构是整个系统的核心部分,该部分设计的合理性和效率对整个系统的成本、可行性和精确度具有重要的影响。
包装计量装置机械部分包括送料机、计量设备及嵌入式控制器等。其中,计量设备是定量配重装置机械部分重要的部件,而螺旋杆是计量设备的核心。
螺旋秤在粮食包装计量的实际应用中,重要的零件是螺杆。螺旋秤中的螺杆,应该使设备符合大部分粮食的精密包装,因此在对螺杆的设计中不仅要满足设备对产量和要求,还要符合设备关于精度的要求。螺旋杆设计示意如图4所示。
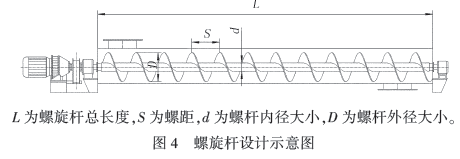
螺杆外径参数设定越大,每次带出的粮食质量越大,计量误差也越大;参数设定越小,因增加电机转动的次数,包装效率就越低。为了防止电机的抖动导致粮食的溢出,引起计量误差,设计中将螺杆和伺服电机同轴转动。
2全自动粮食精密包装机伺服系统的建模
2.1伺服系统机械传动的数学模型
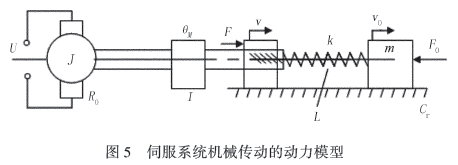
伺服系统机械传动结构主要包括电机、联轴器、螺旋和定位螺旋丝杆等几个部分。伺服电机的角位移量是传动结构的输入值;伺服电机带出的粮食体积是传动结构的输出值。经过研究分析后,将伺服系统机械传动转化为如图5所示的模型。
3电气控制系统的设计
3.1系统硬件设计
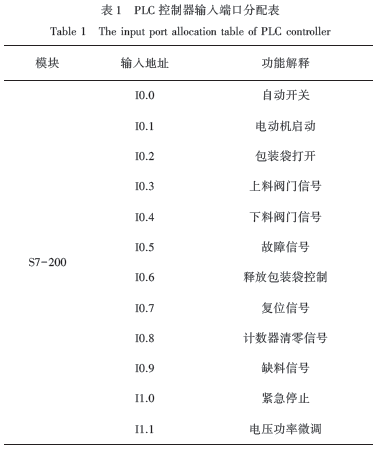
PLC是全自动粮食精密包装机电气控制系统的核心控制器件,其动作传输信号采用按钮、位置开关直接和PLC输入端相连,控制性能可靠。根据对系统的分析与研究,该系统总共需要12个输入点和8个输出点。考虑到系统的可靠性和可扩展性,本文选用西门子公司的S7-200控制器。系统的PLC输入输出端口分配如表1和表2所示。

3.2系统软件设计
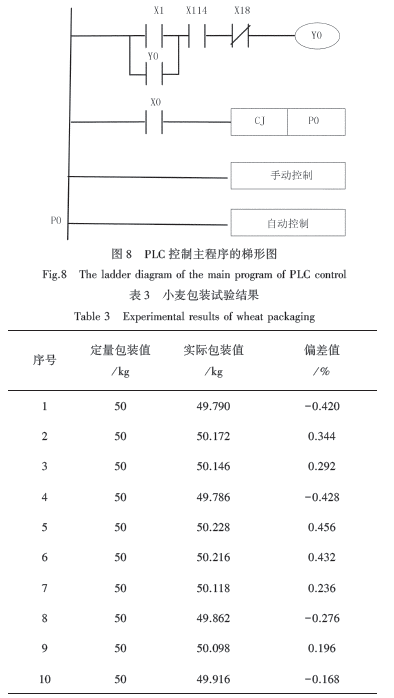
根据全自动粮食精密包装机电气控制系统的工艺流程和控制过程可知其采用顺序控制,因此本文PLC软件设计采用顺序控制法,控制程序包括手动和全自动两种模式。PLC控制主程序如图8所示。
4测试与分析
为了检测基于PLC的全自动粮食精密包装机电气控制系统的精确度,采用该设备进行了小麦的包装试验。为了提高试验的可靠性和准确性,一共进行了10次测试,结果如表3所示。
由表3可以看出:全自动粮食精密包装机电气控制系统精确度的偏差量在±0.4%之内,准确率满足设计的千分之五要求,大大提高了全自动粮食包装机的计量精度,符合设计标准。
5结论
针对现代农业包装产业技术的发展需求,以粮食包装机为研究对象,设计了基于PLC的全自动粮食自动包装机电气控制系统。系统选用螺旋秤作为送料计量设备,并根据定量配重装置的整体结构与工作原理,设计了定量配重装置机械部分,建立了自动包装伺服系统整体数学模型,从硬件和软件两方面实现了包装机电气控制系统。试验结果表明:全自动粮食精密包装机电气控制系统的精确度的偏差量在±0.4%之内,准确率满足设计的5‰要求,大大提高了全自动粮食包装机的计量精度,符合设计标准。
本文源于网络转载,如有侵权,请联系删除



